
 Idiomas
Idiomas- 1r camino de No.101 Wanbo, ciudad de Nancon, distrito de Panyu, Guangzhou, Guangdong, China
- 0086-731-86452692
- sales@finegosteel.com
- Quejas y sugerencias : suggest@finegosteel.com






Tubería de acero soldada
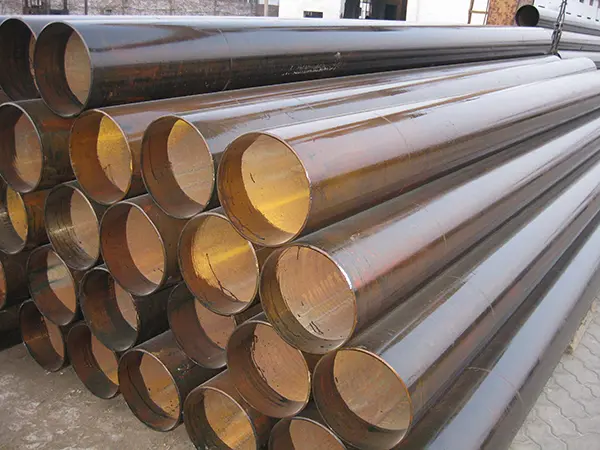
Tubería de acero ERW/HFW
Diámetro exterior:1/2 "-28"
Espesor de la pared:1,65-20mm (todos los horarios)
Longitud:1-12m o como requisito de cliente
Estándar:ASTM 5L, ASTM A53, ASTM A178, ASTM A500/501, ASTM A691, ASTM A252, ASTM A672, EN 10217
Grado material (en):
API 5L: PSL1/PSL2 G R.A, G R.B, X42, X46, X52, X56, X60, X65, X70
ASTM A53: G R.A, G R.B
EN: S275, S275JR, S355JRH, S355J2H
Finaliza:Extremo liso/extremo biselada/roscada
Tratamiento superficial:Descubierto, pintura negro, barnizado, galvanizado, anticorrosión 3pe pp/ep/fbe recubrimiento etc.
Proceso:Bold dibujado/laminado en caliente
Prueba:Análisis de componentes químicos, propiedades mecánicas (resistencia a la tracción máxima, límite elástico, elongación), propiedades técnicas (prueba de aplanamiento, prueba de flexión, prueba de dureza, prueba de impacto), inspección de tamaño exterior, prueba hidrostática, prueba ndt (prueba et, prueba rt, prueba ut)


Criterios
Especificaciones
ERW, o tubería soldada por resistencia eléctrica, se refiere al método de fabricación mediante el cual el tubo de acero redondo ERW, o tubería de acero soldada por resistencia eléctrica, tiene sus bordes de acero fundidos y soldados para formar una forma cilíndrica consistente. El calor y la presión se combinan para unir la lámina de acero y brindarle un tubo muy liviano y fácil de trabajar para una variedad de requisitos de ingeniería y construcción, desde cercas hasta andamios. Incluso se puede utilizar en entornos domésticos o comerciales para ofrecer una amplia gama de posibilidades.
Características:
Bajo costo: el bajo costo de la materia prima y el costo de fabricación hacen que sus precios sean más competitivos que los tubos soldados por arco sumergido con costura longitudinal y los tubos sin costura.
Alta seguridad de la costura de soldadura: como resultado del método de soldadura especial para fundir el metal base, sin metal de aportación, la propiedad de soldadura es mejor que la de las tuberías soldadas con arco sumergido; y la costura de soldadura es mucho más corta que la de los tubos soldados con costura en espiral, la seguridad de la costura mejora considerablemente.
Amplia gama: Las tuberías ERW se pueden aplicar con una amplia gama de relaciones de espesor/diámetro, cubriendo cientos de especificaciones.
Tolerancia del diámetro exterior
|
Estándar |
Diámetro exterior |
Tolerancia del extremo de la tubería |
Tolerancia del cuerpo de la tubería |
|
API 5L |
219.1~273.1 |
+1,6 mm, -0,4 mm |
±0,75% |
|
274,0~320 |
+2,4 mm, -0,8 mm |
±0,75% |
|
|
323,9~457 |
+2,4 mm, -0,8 mm |
±0,75% |
|
|
508 |
+2,4 mm, -0,8 mm |
±0,75% |
|
|
559~610 |
+2,4 mm, -0,8 mm |
±0,75% |
Tolerancia del espesor de la pared
|
Estándar |
Calificación |
Diámetro exterior |
Espesor de pared |
|
API 5L |
A |
219.1~457 |
+15%, -12,5% |
|
B |
508~610 |
+17,5%, -12,5% |
|
|
X42-X80 |
508~610 |
+19,5%, -8% |
Análisis químico y propiedades mecánicas.
|
Estándar |
Clase |
Calificación |
Análisis químico(%) |
Propiedades mecánicas (min) (Mpa) |
||||
|
C |
Minnesota |
PAG |
S |
Resistencia a la tracción |
Fuerza de producción |
|||
|
API 5L |
PSL1 |
B |
0,26 |
1.20 |
0.030 |
0.030 |
414 |
241 |
|
X42 |
0,26 |
1.30 |
0.030 |
0.030 |
414 |
290 |
||
|
X46 |
0,26 |
1,40 |
0.030 |
0.030 |
434 |
317 |
||
|
X52 |
0,26 |
1,40 |
0.030 |
0.030 |
455 |
359 |
||
|
X56 |
0,26 |
1,40 |
0.030 |
0.030 |
490 |
386 |
||
|
X60 |
0,26 |
1,40 |
0.030 |
0.030 |
517 |
414 |
||
|
X65 |
0,26 |
1,45 |
0.030 |
0.030 |
531 |
448 |
||
|
X70 |
0,26 |
1,65 |
0.030 |
0.030 |
565 |
483 |
||
|
PSL2 |
B |
0,22 |
1.20 |
0.025 |
0,015 |
414 |
241 |
|
|
X42 |
0,22 |
1.30 |
0.025 |
0,015 |
414 |
290 |
||
|
X46 |
0,22 |
1,40 |
0.025 |
0,015 |
434 |
317 |
||
|
X52 |
0,22 |
1,40 |
0.025 |
0,015 |
455 |
359 |
||
|
X56 |
0,22 |
1,40 |
0.025 |
0,015 |
490 |
386 |
||
|
X60 |
0,22 |
1,40 |
0.025 |
0,015 |
517 |
414 |
||
|
X65 |
0,22 |
1,45 |
0.025 |
0,015 |
531 |
448 |
||
|
X70 |
0,22 |
1,65 |
0.025 |
0,015 |
565 |
483 |
||
|
X80 |
0,22 |
1,85 |
0.025 |
0,015 |
621 |
552 |
||
La tubería de acero soldada con resistencia eléctrica de costura recta de alta frecuencia (tubería de acero erw) es una bobina laminada en caliente después de formar la máquina, el uso de efecto de piel de corriente de alta frecuencia y efectos de proximidad, el borde del tubo se calienta y se funde, el rodillo de compresión se suelda a presión. para lograr la producción.
La tubería de acero de soldadura por resistencia de alta frecuencia, la tubería de soldadura y el proceso de soldadura ordinario no son lo mismo, la soldadura está hecha del metal base fundido del cuerpo, la resistencia mecánica es mejor que la de la tubería general. Aspecto suave, alta precisión, soldadura de bajo costo alta y pequeña, revestimiento anticorrosión 3PE favorable. Existen diferencias significativas en los métodos de soldadura entre tuberías soldadas por alta frecuencia y tuberías soldadas por arco sumergido. Como la soldadura se realiza instantáneamente a alta velocidad, la dificultad de garantizar la calidad de la soldadura es mucho mayor que la de la soldadura por arco sumergido.
Proceso
Proceso de producción para tubería de acero ERW:
Desenrollado --- 2. nivelación --- 3. corte final --- 4. soldadura de corte final --- 5. acumulador supercoil --- 6. corte de borde --- 7. detección ultrasónica --- 8. formación --- 9. soldadura por inducción eléctrica --- 10. detección ultrasónica para la costura de soldadura --- 11. Tratamiento térmico de frecuencia media --- 12. Refrigeración por aire --- 13. Refrigeración por agua --- 14. Tamaño --- 15. Corte volador-16. Flush-out-17. Recortar --- 18. Pruebas de aplanamiento --- 19. Enderezar --- 20. Fin orientado y biselado --- 21. Ensayo hidrodinámico --- 22. Detección ultrasónica para la costura de soldadura --- 23. Detección ultrasónica para extremo de tubería --- 24. Inspección visual y de dimensiones --- 25. Ponderación y medición --- 26. Marcado --- 27. Recubrimiento --- 28. Protección de extremo de tubería --- 29. Bending --- 30. Envío
Proceso de producción para la tubería de acero de HFW:
Uncoiler-nivelador de tiras-Cabeza y cola el cizallamiento-Tira a tope-Tolva Looper-Moldeo-Soldadura-Glitch claro-Ensayo-Corte de moscas-La primera prueba-Enderezamiento de tuberías-Procesamiento de secciones de tuberías-Pruebas hidrostáticas-Detección de defectos-Impresión y recubrimiento-Terminado.
Embalaje
-

OD 219mm y superior (suelta) tapa de tubo suelto dos eslendas de nylon
-

OD por debajo de 219mm (incluido) correas de acero de embalaje hexagonal agrupadas (3 correas de acero en ambos extremos y 2 correas de acero en el medio) bolsa tejida debajo de las correas de acero tapa de la tubería dos eslendas de nylon
- 1r camino de No.101 Wanbo, ciudad de Nancon, distrito de Panyu, Guangzhou, Guangdong, China
- 0086-731-86452692
- sales@finegosteel.com