
 Язык
Язык- Но.101 дорога Ванбо 1-ая, городок Нанкун, район Паню, Гуанчжоу, Гуандун, Китай
- 0086-731-86452692
- sales@finegosteel.com
- Жалобы и предложения : suggest@finegosteel.com






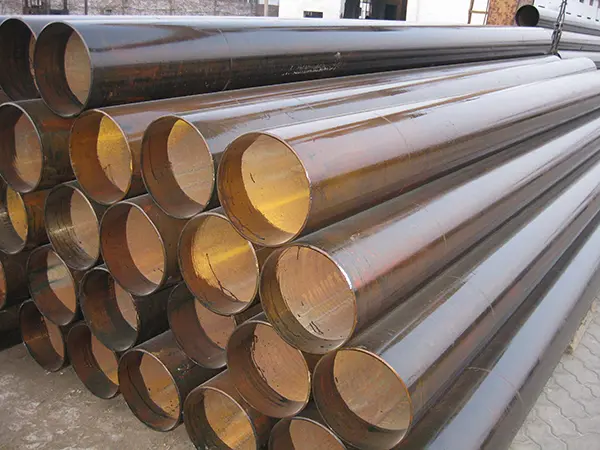
Сваренная стальная труба
ВПВ/HFW стальных труб
Наружный диаметр:1/2»-28"
Толщина стены:1,65-20 мм (все спецификации)
Длина:1-12m или как требование клиента
Стандарт:АСТМ 5Л, АСТМ А53, АСТМ А178, АСТМ А500/501, АСТМ А691, АСТМ А252, АСТМ А672, ЭН 10217
Материальная ранг (en):
API 5L: PSL1/PSL2 G R.A, G R.B, X42, X46, X52, X56, X60, X65, X70
ASTM A53: G R.A, G R.B
EN: S275, S275JR, S355JRH, S355J2H
Концы:Обычный конец/скошенный конец/резьбовые
Обработка поверхности:Обнаженная, крася чернота, лакированная, гальванизированная, анти -- корозия 3пе пп/еп/фбе покрывая етк.
Процесс:Смелый нарисованный/горячекатаный
Тест:Анализ химических компонентов, механические свойства (предел прочности на растяжение, предел текучести, удлинение), технические свойства (испытание на сплющивание, испытание на изгиб, испытание на твердость, испытание на удар), проверка внешнего размера, гидростатическое испытание, испытание ndt (испытание et, испытание rt, испытание ut)


Стандарты
Спецификация
ERW, или труба, сваренная электрическим сопротивлением, относится к методу производства, при котором стальные трубы круглой ERW или стальной трубы, сваренные электрическим сопротивлением, расплавляются и свариваются для образования однородной цилиндрической формы. Сочетание тепла и давления обеспечивает соединение стального листа, что дает вам очень легкую и удобную в работе трубу, отвечающую широкому спектру инженерных и строительных требований, от ограждений до строительных лесов. Его даже можно использовать в домашних или коммерческих условиях, предоставляя широкий спектр возможностей.
Функции:
Низкая стоимость: низкая стоимость сырья и производственных затрат делают их цены более конкурентоспособными по сравнению с трубами, сваренными под флюсом с продольным швом, и бесшовными трубами.
Высокая надежность сварного шва: благодаря специальному методу сварки, при котором основной металл плавится вместе без присадочного металла, свойства сварного шва лучше, чем у труб, сваренных под флюсом; а сварной шов намного короче, чем у труб, сваренных спиральным швом, безопасность шва значительно повышается.
Широкий диапазон: трубы ERW могут применяться с широким диапазоном соотношения толщины и диаметра, охватывая сотни спецификаций.
Допуск внешнего диаметра
|
Стандартный |
Внешний диаметр |
Допуск конца трубы |
Допуск тела трубы |
|
API 5Л |
219,1~273,1 |
+1,6 мм, -0,4 мм |
±0,75% |
|
274,0~320 |
+2,4 мм, -0,8 мм |
±0,75% |
|
|
323,9~457 |
+2,4 мм, -0,8 мм |
±0,75% |
|
|
508 |
+2,4 мм, -0,8 мм |
±0,75% |
|
|
559~610 |
+2,4 мм, -0,8 мм |
±0,75% |
Допуск толщины стенки
|
Стандартный |
Оценка |
Внешний диаметр |
Толщина стен |
|
API 5Л |
А |
219,1~457 |
+15%, -12,5% |
|
Б |
508~610 |
+17,5%, -12,5% |
|
|
Х42-Х80 |
508~610 |
+19,5%, -8% |
Химический анализ и механические свойства
|
Стандартный |
Сорт |
Оценка |
Химический анализ(%) |
Механические свойства (мин) (МПа) |
||||
|
С |
Мин. |
п |
С |
Предел прочности |
Предел текучести |
|||
|
API 5Л |
PSL1 |
Б |
0,26 |
1.20 |
0,030 |
0,030 |
414 |
241 |
|
х42 |
0,26 |
1.30 |
0,030 |
0,030 |
414 |
290 |
||
|
х46 |
0,26 |
1.40 |
0,030 |
0,030 |
434 |
317 |
||
|
Х52 |
0,26 |
1.40 |
0,030 |
0,030 |
455 |
359 |
||
|
Х56 |
0,26 |
1.40 |
0,030 |
0,030 |
490 |
386 |
||
|
Х60 |
0,26 |
1.40 |
0,030 |
0,030 |
517 |
414 |
||
|
х65 |
0,26 |
1,45 |
0,030 |
0,030 |
531 |
448 |
||
|
Х70 |
0,26 |
1,65 |
0,030 |
0,030 |
565 |
483 |
||
|
PSL2 |
Б |
0,22 |
1.20 |
0,025 |
0,015 |
414 |
241 |
|
|
х42 |
0,22 |
1.30 |
0,025 |
0,015 |
414 |
290 |
||
|
х46 |
0,22 |
1.40 |
0,025 |
0,015 |
434 |
317 |
||
|
Х52 |
0,22 |
1.40 |
0,025 |
0,015 |
455 |
359 |
||
|
Х56 |
0,22 |
1.40 |
0,025 |
0,015 |
490 |
386 |
||
|
Х60 |
0,22 |
1.40 |
0,025 |
0,015 |
517 |
414 |
||
|
х65 |
0,22 |
1,45 |
0,025 |
0,015 |
531 |
448 |
||
|
Х70 |
0,22 |
1,65 |
0,025 |
0,015 |
565 |
483 |
||
|
х80 |
0,22 |
1,85 |
0,025 |
0,015 |
621 |
552 |
||
Высокочастотная прямошовная стальная труба, сваренная электрическим сопротивлением (стальная труба ERW), представляет собой горячекатаную катушку после формовочной машины, использование высокочастотного тока скин-эффекта и эффектов близости, нагрев и плавление кромки трубы, прижимной ролик под сваркой под давлением. добиться производства.
Стальная труба для высокочастотной сварки сопротивлением, сварочная труба и обычный процесс сварки не совпадают, сварной шов выполнен из расплава основного металла из корпуса, механическая прочность лучше, чем у обычной трубы. Гладкий внешний вид, высокая точность, низкая стоимость сварных швов больших и малых размеров, благоприятное антикоррозионное покрытие 3PE. Существуют значительные различия в методах сварки труб, сваренных высокочастотной сваркой, и труб, сваренных дуговой сваркой под флюсом. Поскольку сварка производится мгновенно на большой скорости, сложность обеспечения качества сварки значительно выше, чем при сварке под флюсом.
Процесс
Производственный процесс для ВПВ стальных труб:
Раскручивать --- 2. Выравнивать --- 3. Вырезывание конца --- 4. Заварка конца режа --- 5. Аккумулятор Суперкоил --- 6. Вырезывание края --- 7. Ультразвуковое обнаружение --- 8. Формировать --- 9. Сварка электрической индукции --- 10. Ультразвуковое обнаружение для шва сварки --- 11. Термообработка средней частоты --- 12. Воздушное охлаждение --- 13. Водяное охлаждение --- 14. Размеры --- 15. Летающая резка --- 16. Флеш-аут --- 17. Обрезка --- 18. Испытание на сплющивание --- 19. Выпрямление --- 20. Торцевая облицовка и скашивание --- 21. Гидродинамические испытания --- 22. Ультразвуковое обнаружение для шва сварки --- 23. Ультразвуковое обнаружение для конца трубы --- 24. Визуальный и размерный осмотр --- 25. Утяжеление и измерение --- 26. Маркировка --- 27. Покрытие --- 28. Защита труб на конце --- 29. Изгиб --- 30. Доставка
Производственный процесс для HFW стальных труб:
Разматыватель-выравниватель полосы-головка и хвост сдвига-стыковая полоса-бункер петлителя-литье-сварка-прозрачный глюк-определение размера-тестирование-резка-первый тест-выпрямление труб-обработка секций труб-гидростатическое тестирование-обнаружение дефектов-печать и покрытие-готово.
Упаковка
-

OD 219 мм и выше (Loose) Свободная крышка трубы два нейлоновых стропа
-

OD ниже 219 мм (в комплекте) Шестиугольные упаковочные стальные ремни в комплекте (3 стальных ремня на обоих концах и 2 стальных ремня посередине) тканый мешок под стальными ремнями крышка трубы два нейлоновых стропа
- Но.101 дорога Ванбо 1-ая, городок Нанкун, район Паню, Гуанчжоу, Гуандун, Китай
- 0086-731-86452692
- sales@finegosteel.com