
 Language
Language- No.101 Wanbo 1st Road, Nancun Town, Panyu District, Guangzhou, Guangdong, China
- 0086-020-84886013,84886093,84886091,84886012
- sales@finegosteel.com
- Complaints & Suggestions : suggest@finegosteel.com






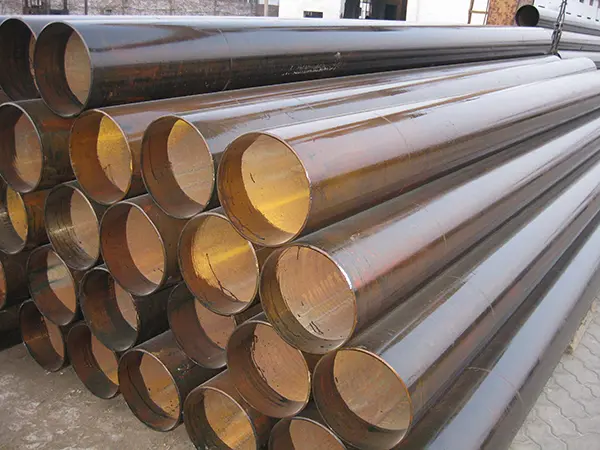
Welded Steel Pipe
ERW/HFW Steel Pipe
Outer Diameter: 1/2"-28"
Wall Thickness: 1.65-20mm (all schedules)
Length: 1-12m or as customer requirement
Standard: ASTM 5L, ASTM A53, ASTM A178, ASTM A500/501, ASTM A691, ASTM A252, ASTM A672, EN 10217
Material Grade (en):
API 5L: PSL1/PSL2 GR.A, GR.B, X42, X46, X52, X56, X60, X65, X70
ASTM A53: GR.A, GR.B
EN: S275, S275JR, S355JRH, S355J2H
Ends: Plain end / beveled end / threaded
Surface Treatment: Bare, painting black, varnished, galvanized, anti-corrosion 3pe pp/ep/fbe coating etc.
Process: Bold drawn / hot rolled
Test: Chemical component analysis, mechanical properties (ultimate tensile strength, yield strength, elongation), technical properties (flattening test, bending test, hardness test, impact test), exterior size inspection, hydrostatic test, ndt test ( et test, rt test, ut test)


Standard
Specification
ERW, or Electric Resistance Welded Pipe, refers to the manufacturing method whereby Round E.R.W Steel Tube, or Electric Resistance Welded Steel Pipe has its steel edges melted and welded to form a consistent cylindrical shape. Heat and pressure are combined to join the steel sheet to give you a very lightweight and easy to work with tubing for an array of engineering and construction requirements from fencing to scaffolding. It can even be used in domestic or commercial settings for a vast array of possibilities.
Features:
Low cost: the low raw material cost and manufacturing cost make it prices more competitive than longitudinal seam submerged-arc welded pipes and seamless pipes.
High Weld Seam Security: As a result of special welding method of melting parent metal together, without filler metal, the weld property is better than submerged-arc welded pipes; and the weld seam is much shorter than spiral seam welded pipes, the seam security is greatly improved.
Wide Range: ERW pipes can be applied with a wide range of thickness / diameter ratio, covering hundreds of specifications.
Tolerance of Outside Diameter
|
Standard |
Out Diameter |
Tolerance of Pipe End |
Tolerance of Pipe Body |
|
API 5L |
219.1~273.1 |
+1.6mm, -0.4mm |
±0.75% |
|
274.0~320 |
+2.4mm, -0.8mm |
±0.75% |
|
|
323.9~457 |
+2.4mm, -0.8mm |
±0.75% |
|
|
508 |
+2.4mm, -0.8mm |
±0.75% |
|
|
559~610 |
+2.4mm, -0.8mm |
±0.75% |
Tolerance of Wall Thickness
|
Standard |
Grade |
Out Diameter |
Wall Thickness |
|
API 5L |
A |
219.1~457 |
+15%, -12.5% |
|
B |
508~610 |
+17.5%, -12.5% |
|
|
X42-X80 |
508~610 |
+19.5%, -8% |
Chemical Analysis and Mechanical Properties
|
Standard |
Class |
Grade |
Chemical Analysis(%) |
Mechanical Properties(min)(Mpa) |
||||
|
C |
Mn |
P |
S |
Tensile Strength |
Yield Strength |
|||
|
API 5L |
PSL1 |
B |
0.26 |
1.20 |
0.030 |
0.030 |
414 |
241 |
|
X42 |
0.26 |
1.30 |
0.030 |
0.030 |
414 |
290 |
||
|
X46 |
0.26 |
1.40 |
0.030 |
0.030 |
434 |
317 |
||
|
X52 |
0.26 |
1.40 |
0.030 |
0.030 |
455 |
359 |
||
|
X56 |
0.26 |
1.40 |
0.030 |
0.030 |
490 |
386 |
||
|
X60 |
0.26 |
1.40 |
0.030 |
0.030 |
517 |
414 |
||
|
X65 |
0.26 |
1.45 |
0.030 |
0.030 |
531 |
448 |
||
|
X70 |
0.26 |
1.65 |
0.030 |
0.030 |
565 |
483 |
||
|
PSL2 |
B |
0.22 |
1.20 |
0.025 |
0.015 |
414 |
241 |
|
|
X42 |
0.22 |
1.30 |
0.025 |
0.015 |
414 |
290 |
||
|
X46 |
0.22 |
1.40 |
0.025 |
0.015 |
434 |
317 |
||
|
X52 |
0.22 |
1.40 |
0.025 |
0.015 |
455 |
359 |
||
|
X56 |
0.22 |
1.40 |
0.025 |
0.015 |
490 |
386 |
||
|
X60 |
0.22 |
1.40 |
0.025 |
0.015 |
517 |
414 |
||
|
X65 |
0.22 |
1.45 |
0.025 |
0.015 |
531 |
448 |
||
|
X70 |
0.22 |
1.65 |
0.025 |
0.015 |
565 |
483 |
||
|
X80 |
0.22 |
1.85 |
0.025 |
0.015 |
621 |
552 |
||
High-frequency straight seam electric-resistance welded steel pipe(erw steel pipe) is hot-rolled coil after forming machine, the use of high-frequency current skin effect and proximity effects, the tube edge heating and melting, squeeze roller under pressure welding to achieve production.
High-frequency resistance welding steel pipe, welding pipe and ordinary welding process is not the same, the weld is made of the base metal melt from the body, the mechanical strength is better than the general pipe. Smooth appearance, high precision, low cost weld high and small, favorable 3PE anti-corrosion coating. There are significant differences in the welding methods between high frequency welded pipe and submerged arc welded pipe. As the welding is done instantly at high speed, the difficulty of ensuring the quality of welding is much higher than that of submerged arc welding.
Process
Production Process for ERW Steel Pipe:
Uncoiling --- 2. Leveling --- 3. End cutting --- 4. End shearing welding --- 5. Supercoil accumulator --- 6. Edge cutting --- 7. Ultrasonic detection --- 8. Forming --- 9. Electric induction welding --- 10. Ultrasonic detection for weld seam --- 11. Medium frequency heat treatment --- 12. Air cooling --- 13. Water cooling --- 14. Sizing --- 15. Flying cutting --- 16. Flush-out --- 17. Cropping --- 18. Flattening testing --- 19. Straightening --- 20. End facing and bevelling --- 21. Hydrodynamic testing --- 22. Ultrasonic detection for weld seam --- 23. Ultrasonic detection for pipe end --- 24. Visual and dimensions inspection --- 25.Weighting and measuring --- 26. Marking --- 27. Coating --- 28. Pipe-end protection --- 29. Bending --- 30. Shipping
Production Process for HFW Steel Pipe:
Uncoiler – Strip leveler – Head and tail the shear – Strip butt – Looper hopper – Molding – Welding – Clear glitch – Sizing – Testing – Fly cut – The first test – Pipe straightening – Pipe sections processing – Hydrostatic testing – Flaw detection – Printing and coating – Finished.
Packing
-

OD 219mm and above (Loose) Loose + pipe cap + two nylon slings
-

OD below 219mm (Bundled) Hexagonal packing + steel belts bundled (3 steel belts at both ends & 2 steel belts in the middle) woven bag under the steel belts + pipe cap + two nylon slings
- No.101 Wanbo 1st Road, Nancun Town, Panyu District, Guangzhou, Guangdong, China
- 0086-020-84886013,84886093,84886091,84886012
- sales@finegosteel.com