
 Language
Language- No.101 Wanbo 1st Road, Nancun Town, Panyu District, Guangzhou, Guangdong, China
- 0086-020-84886013,84886093,84886091,84886012
- sales@finegosteel.com
- Complaints & Suggestions : suggest@finegosteel.com






Industry News
How to bend exhaust pipe efficiently without kinks and damage?
You need custom curves for a specific project, but bending steel often results in wrinkles or cracks. It is frustrating when a simple modification ruins high-quality steel. I will show you how to get the perfect angle. To learn how to bend exhaust pipe effectively, you must support the internal structure to prevent collapse. For manual bending, filling the pipe with packed dry sand and capping the ends works best before applying heat. For industrial precision, using a mandrel bender ensures the diameter remains consistent throughout the curve.

Many people believe that perfect bends require expensive machinery found only in massive factories. However, the principles of physics remain the same whether you are in a garage or a plant. Let's look at the manual options first, but I will warn you, these require patience.
Can you bend exhaust pipe yourself without a heavy machine?
Do-it-yourself fixes can be cheap, but ruining expensive stainless steel materials costs money and time. You want to avoid the "crushed soda can" look on your project. Yes, using the torch and sand method is the most reliable way to bend without a machine. It requires heat and internal pressure to maintain the shape. This is the oldest trick in the book for solving how to bend exhaust pipe problems manually.
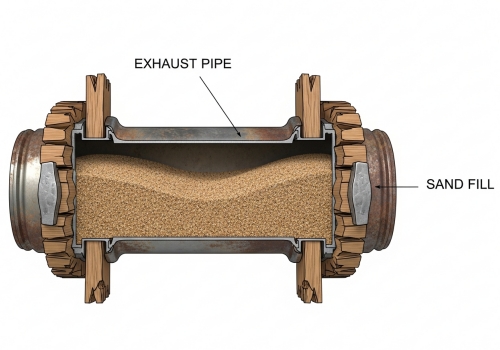
When we talk about bending pipes without industrial machines, we are fighting against the metal's natural desire to collapse. When you bend a pipe, the outer wall stretches and gets thinner, while the inner wall compresses and wrinkles. To stop this, you need something inside the pipe to push back. This is where the sand method comes in. First, you must use completely dry sand. Any moisture will turn into steam when you heat the pipe, which can cause an explosion. Fill the pipe with sand and tap it constantly to remove air pockets. You want it packed as hard as concrete. Seal both ends with wooden plugs or weld steel caps. Next, secure the pipe in a vise. Use an oxy-acetylene torch to heat the area where you want the bend. You must heat it until it glows cherry red. Apply steady pressure. Do not jerk the pipe. The sand inside acts like a solid core, distributing the force evenly. This prevents the pipe from flattening. As a supplier, I often see customers try this with empty pipes, and they always fail. This method is slow, but for a single custom adjustment, it is very effective.
What are the professional methods for bending steel pipes?
Manual bending is too slow and imprecise for large EPC projects or mass production. You cannot rely on a torch and sand when you need 500 identical pieces. Professional fabricators use mandrel bending or CNC roll bending. These methods guarantee that the how to bend exhaust pipe process yields consistent results for large orders. This is the standard for high-quality pipeline integration.

In my years at Finego Steel, I have seen that for industrial applications, consistency is key. We cannot have one pipe bent at 45 degrees and another at 47 degrees. This is where professional machinery takes over. The most common high-quality method is Mandrel Bending. A mandrel is a steel rod or linked ball chain inserted into the pipe before bending. As the machine bends the pipe, the mandrel supports the inside walls. It acts just like the sand we discussed earlier, but it is faster and reusable. This tool prevents the pipe from turning into an oval shape. It keeps the diameter perfect for gas or fluid flow. Another method is Rotary Draw Bending. This clamps the pipe to a rotating die and pulls it around to create the shape. It is very precise. For larger, sweeping curves, we use Roll Bending, where the pipe passes through three rollers. Here is a comparison of the methods we see in the industry:
| Method | Precision | Cost | Best For |
|---|---|---|---|
| Sand & Torch | Low | Low | One-off repairs, DIY |
| Press Bending | Medium | Low | Simple bends, slight deformation ok |
| Mandrel Bending | High | High | High-flow exhaust, strict specs |
| Roll Bending | High | Medium | Large radius curves, coils |
How do you prevent exhaust pipes from kinking or collapsing?
A kinked pipe restricts airflow, reduces engine efficiency, and will likely fail inspection. It is the number one sign of poor workmanship in pipeline construction. Kinking happens when the metal stretches too thin on the outside or buckles on the inside. You prevent this by using internal support and controlling the temperature carefully. Understanding how to bend exhaust pipe correctly means understanding metal stress.

Preventing collapse is all about managing stress. When steel bends, the material on the outside of the curve has to travel a longer distance than the material on the inside. If the metal is not ductile enough, or if you force it too fast, it will snap or fold. One major factor is the wall thickness. Thin-walled pipes are much harder to bend without kinking. If you are sourcing materials for a project, I always recommend choosing a slightly thicker schedule if you know tight bends are required. At Finego Steel, we often advise our EPC clients on the right grade of steel—like ASTM A106 or specific stainless grades—that can handle the stress of bending better than cheap alternatives. Another trick is the "over-bending" technique. Steel has a memory. It will spring back slightly after you release the pressure. Professional benders calculate this "spring back" and bend the pipe a few degrees past the target angle. When it relaxes, it settles into the perfect shape. If you are seeing wrinkles on the inner curve, it means you are not applying enough counter-pressure (using a wiper die) or your heat is not consistent.
Conclusion
Bending pipes requires internal support like sand or mandrels to keep the shape. for large projects, rely on professional CNC bending to ensure safety and flow efficiency.
- No.101 Wanbo 1st Road, Nancun Town, Panyu District, Guangzhou, Guangdong, China
- 0086-020-84886013,84886093,84886091,84886012
- sales@finegosteel.com