
 Idiomas
Idiomas- 1r camino de No.101 Wanbo, ciudad de Nancon, distrito de Panyu, Guangzhou, Guangdong, China
- 0086-731-86452692
- sales@finegosteel.com
- Quejas y sugerencias : suggest@finegosteel.com






Noticias de la industria
¿Cómo doblar el tubo de escape eficientemente sin torcederías y daños?
Necesita curvas personalizadas para un proyecto específico, pero doblar acero a menudo resulta en arrugas o grietas. Es frustrante cuando una simple modificación arruina el acero de alta calidad. Te mostraré cómo obtener el ángulo perfecto. Para aprender a doblar el tubo de escape de manera efectiva, debe apoyar la estructura interna para evitar el colapso. Para la flexión manual, llenar la tubería con arena seca empaquetada y tapar los extremos funciona mejor antes de aplicar calor. Para la precisión industrial, usando un doblador del mandril se asegura que el diámetro sigue siendo constante en la curva.

Muchas personas creen que las curvas perfectas requieren maquinaria costosa que solo se encuentra en fábricas masivas. Sin embargo, los principios de la física siguen siendo los mismos, ya sea que esté en un garaje o en una planta. Echemos un vistazo a las opciones manuales en primer lugar, pero te advierto, estos requieren paciencia.
¿Puede doblar el tubo de escape usted mismo sin una máquina pesada?
Las soluciones de bricolaje pueden ser baratas, pero arruinar costosos materiales de acero inoxidable cuesta dinero y tiempo. Desea evitar el aspecto de "lata de soda triturada" en su proyecto. Sí, usar el método de antorcha y arena es la forma más confiable de doblar sin una máquina. Requiere calor y presión interna para mantener la forma. Este es el truco más antiguo del libro para resolver cómo doblar los problemas del tubo de escape manualmente.
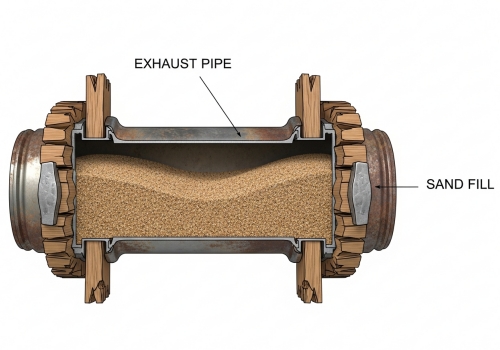
Cuando hablamos de doblar tubos sin máquinas industriales, estamos luchando contra el deseo natural del metal de colapsar. Cuando doblas una tubería, la pared exterior se estira y se hace más delgada, mientras que la pared interior se comprime y se arruga. Para detener esto, necesita algo dentro de la tubería para empujar hacia atrás. Aquí es donde entra el método de la arena. Primero, debes usar arena completamente seca. Cualquier humedad se convertirá en vapor cuando caliente la tubería, lo que puede causar una explosión. Llene la tubería con arena y golpecitos constantemente para eliminar las bolsas de aire. Lo quieres empacado tan duro como el concreto. Selle ambos extremos con tapones de madera o soldar tapas de acero. A continuación, asegure la tubería en un tornillo. Use una antorcha de oxiacetileno para calentar el área donde desea la curva. Debes calentarlo hasta que brilla rojo cereza. Aplique una presión constante. No tiemblen la pipa. La arena en el interior actúa como un núcleo sólido, distribuyendo la fuerza de manera uniforme. Esto evita que la tubería se aplane. Como proveedor, a menudo veo que los clientes intentan esto con tuberías vacías, y siempre fallan. Este método es lento, pero para un solo ajuste personalizado, es muy efectivo.
¿Cuáles son los métodos profesionales para doblar tubos de acero?
La flexión manual es demasiado lenta e imprecisa para grandes proyectos EPC o producción en masa. No se puede confiar en una antorcha y arena cuando se necesitan 500 piezas idénticas. Los fabricantes profesionales utilizan la flexión del mandril oCNC rollo de flexión. Estos métodos garantizan que el proceso de cómo doblar el tubo de escape produce resultados consistentes para pedidos grandes. Este es el estándar para la integración de tuberías de alta calidad.

En mis años en la empresa de acero finego, he visto que para aplicaciones industriales, la consistencia es la clave. No podemos tener una tubería doblada a 45 grados y otra a 47 grados. Aquí es donde la maquinaria profesional se hace cargo. El método de alta calidad más común es Mandrel Bending. Un mandril es una varilla de acero o una cadena de bolas enlazadas insertada en la tubería antes de doblar. A medida que la máquina dobla la tubería, el mandril soporta las paredes interiores. Actúa igual que la arena que discutimos anteriormente, pero es más rápida y reutilizable. Esta herramienta evita que la tubería se convierta en una forma ovalada. Mantiene el diámetro perfecto para el flujo de gas o fluido. Otro método es Rotary Draw Bending. Esto sujeta la tubería a una matriz giratoria y tira de ella para crear la forma. Es muy preciso. Para curvas más grandes y de barrido, utilizamos Roll Bending, donde la tubería pasa a través de tres rodillos. Aquí hay una comparación de los métodos que vemos en la industria:
| Método | Precisión | Coste | Mejor para |
|---|---|---|---|
| Arena y antorcha | Bajo | Bajo | Reparaciones de una sola vez, bricolaje |
| Prensa de flexión | Medio | Bajo | Curvas simples, ligera deformación ok |
| Mandril de flexión | Alto | Alto | Escape de alto flujo, especificaciones estrictas |
| Rollo de flexión | Alto | Medio | Curvas de gran radio, bobinas |
¿Cómo evitar que los tubos de escape se doblen o colapsen?
Una tubería torcida restringe el flujo de aire, reduce la eficiencia del motor y es probable que falle la inspección. Es el signo número uno de la mala mano de obra en la construcción de tuberías. El retorcimiento ocurre cuando el metal se estira demasiado delgado en el exterior o se dobla en el interior. Evita esto usandoApoyo internoY controlar la temperatura cuidadosamente. Comprender cómo doblar el tubo de escape correctamente significa comprender el estrés del metal.

Prevenir el colapso se trata de manejar el estrés. Cuando el acero se dobla, el material en el exterior de la curva tiene que viajar una distancia más larga que el material en el interior. Si el metal no es lo suficientemente dúctil, o si lo fuerza demasiado rápido, se romperá o se doblará. Un factor importante es el espesor de la pared. Las tuberías de paredes delgadas son mucho más difíciles de doblar sin doblarse. Si está buscando materiales para un proyecto, siempre recomiendo elegir un horario un poco más grueso si sabe que se requieren curvas cerradas. En acero de finego, a menudo asesoramos a nuestros clientes de EPC sobre el grado correcto de acero-como ASTM A106 o grados inoxidables específicos-que pueden manejar el estrés de la flexión mejor que las alternativas baratas. Otro truco es la técnica de "sobre-flexión". El acero tiene memoria. Volverá ligeramente después de liberar la presión. Los dobladores profesionales calculan este "resorte hacia atrás" y doblan la tubería unos grados más allá del ángulo objetivo. Cuando se relaja, se asienta en la forma perfecta. Si está viendo arrugas en la curva interna, significa que no está aplicando suficiente contrapresión (usando un troquel de limpiaparabrisas) o que su calor no es consistente.
Conclusión
Las tuberías dobladas requieren soporte interno como arena o mandriles para mantener la forma. Para proyectos grandes, confíe en el doblado CNC profesional para garantizar la seguridad y la eficiencia del flujo.
- 1r camino de No.101 Wanbo, ciudad de Nancon, distrito de Panyu, Guangzhou, Guangdong, China
- 0086-731-86452692
- sales@finegosteel.com