
 Idiomas
Idiomas- 1r camino de No.101 Wanbo, ciudad de Nancon, distrito de Panyu, Guangzhou, Guangdong, China
- 0086-731-86452692
- sales@finegosteel.com
- Quejas y sugerencias : suggest@finegosteel.com






Brida y accesorios de tubería
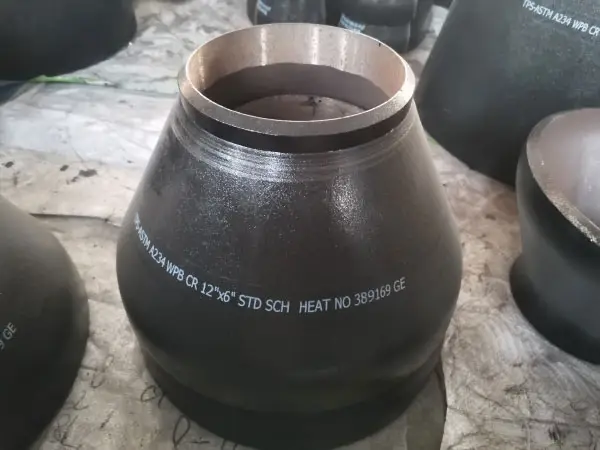
Accesorios de tubería ASTM A234
ASTM A234 es una especificación estándar para accesorios de tubería de acero al carbono y aleación de acero forjado que cubre tipos sin costura y soldados.
Los accesorios de tubería ASTM A234 están disponibles en la última revisión de ASME b16.9, b16.11, mss-sp-79, mss-sp-83, mss-sp-95 y mss-sp-97. También se usa ampliamente en tuberías de presión y en la fabricación de recipientes a presión para el servicio a temperaturas moderadas y elevadas. Los grados son ASTM a234 wpb, wpc, wp5, wp9, wp91, wp11, wp12 y wp22.


Criterios
Especificaciones
Qué significa WPB?
W = Soldable / Forjado
P = Relacionado con el número P del material de aleación
B = Consulte el rendimiento mínimo de material
Los accesorios de tubería para soldadura a tope A234 WPB incluyen codo, codo, T, reductor, tapa de extremo, cruz, extremo corto de junta superpuesta y niple.
Propiedades químicas:
|
Calificación |
C |
Si |
Minnesota |
PAG |
S |
cr |
Ni |
Mes |
|
ASTM A234 WPB |
0.3 |
0,1 minutos |
0,29-1,06 |
0,05 |
0,058 |
0,4 |
0,4 |
0,15 |
|
ASTM A234 WPC |
0,35 |
0,1 minutos |
0,29-1,06 |
0,05 |
0,058 |
0,4 |
0,4 |
0,15 |
|
ASTM A234 WP5 CL1 |
0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,03 |
4-6 |
|
0,44-0,65 |
|
ASTM A234 WP5 CL3 |
0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,03 |
4-6 |
|
0,44-0,65 |
|
ASTM A234 WP9 CL1 |
0,15 |
1 |
0,3-0,6 |
0,03 |
0,03 |
8-10 |
|
0,9-1,1 |
|
ASTM A234 WP9 CL3 |
0,15 |
1 |
0,3-0,6 |
0,03 |
0,03 |
8-10 |
|
0,9-1,1 |
|
ASTM A234 WP91 |
0,08-0,12 |
0,2-0,5 |
0,3-0,6 |
0,02 |
0,01 |
8-9.5 |
0,4 |
0,85-1,05 |
|
ASTM A234 WP11 CL1 |
0,05-0,15 |
0,5-1 |
0,3-0,6 |
0,03 |
0,03 |
1-1.5 |
|
0,44-0,65 |
|
ASTM A234 WP11 CL2 |
0,05-0,2 |
0,5-1 |
0,3-0,8 |
0,04 |
0,04 |
1-1.5 |
|
0,44-0,65 |
|
ASTM A234 WP11 CL3 |
0,05-0,2 |
0,5-1 |
0,3-0,8 |
0,04 |
0,04 |
1-1.5 |
|
0,44-0,65 |
|
ASTM A234 WP12 CL1 |
0,05-0,2 |
0,6 |
0,3-0,8 |
0.045 |
0.045 |
0,8-1,25 |
|
0,44-0,65 |
|
ASTM A234 WP12 CL2 |
0,05-0,2 |
0,6 |
0,3-0,8 |
0.045 |
0.045 |
0,8-1,25 |
|
0,44-0,65 |
|
ASTM A234 WP22 CL1 |
0,05-0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,04 |
1.9-2.6 |
|
0,87-1,13 |
|
ASTM A234 WP22 CL3 |
0,05-0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,04 |
1.9-2.6 |
|
0,87-1,13 |
Propiedades mecánicas:
|
Calificación |
TS (mín.) |
YS (min) |
EL (mín.) |
HB (máx.) |
|
ASTM A234 WPB |
415-655 (mpa) |
240 (Mpa) |
22 % |
197 |
|
ASTM A234 WPC |
485-655 (mpa) |
275 (Mpa) |
22 % |
197 |
|
ASTM A234 WP5 CL1 |
415-585 (Mpa) |
205 (Mpa) |
22 % |
217 |
|
ASTM A234 WP5 CL3 |
520-690 (Mpa) |
310 (Mpa) |
22 % |
217 |
|
ASTM A234 WP9 CL1 |
415-585 (Mpa) |
205 (Mpa) |
22 % |
217 |
|
ASTM A234 WP9 CL3 |
520-690 (Mpa) |
310 (Mpa) |
22 % |
217 |
|
ASTM A234 WP91 |
585-760 (Mpa) |
415 (Mpa) |
20 % |
248 |
|
ASTM A234 WP11 CL1 |
415-585 (Mpa) |
205 (Mpa) |
22 % |
197 |
|
ASTM A234 WP11 CL2 |
485-655 (mpa) |
275 (Mpa) |
22 % |
197 |
|
ASTM A234 WP11 CL3 |
520-690 (Mpa) |
310 |
22 % |
197 |
|
ASTM A234 WP12 CL1 |
415-585 (Mpa) |
220 |
22 % |
197 |
|
ASTM A234 WP12 CL2 |
485-655 (mpa) |
275 |
22 % |
197 |
|
ASTM A234 WP22 CL1 |
415-585 (Mpa) |
205 |
22 % |
197 |
|
ASTM A234 WP22 CL3 |
520-690 (Mpa) |
310 |
22 % |
197 |
Proceso
Calefacción:La materia prima se calienta a una temperatura que la ablanda y la hace maleable. La temperatura varía en función del tipo de material utilizado. El calentamiento se realiza típicamente utilizando un horno o equipo de calentamiento por inducción.
Forja:Luego, el metal calentado se coloca en una prensa de forja, donde se comprime y se le da forma utilizando troqueles especializados y de alta presión. Las prensas de forja pueden ser hidráulicas, mecánicas o neumáticas según el tamaño y la complejidad del producto que se fabrica.
Recorte:Después del proceso de forjado, el exceso de material se recorta para crear un producto terminado. El recorte se puede hacer usando una variedad de herramientas incluyendo sierras, amoladoras y cizallas.
Mecanizado:Si es necesario, los accesorios de tubería forjados pueden someterse a un mecanizado adicional para crear formas o características específicas. El mecanizado se realiza típicamente utilizando tornos, molinos o máquinas de perforación.
Inspección:Los accesorios terminados se inspeccionan para garantizar que cumplan con los estándares y especificaciones de calidad. La inspección se puede hacer usando una variedad de herramientas incluyendo los calibradores, los micrómetros, y el equipo de prueba ultrasónico.
Embalaje
-

Embalaje de la caja del marco del hierro
-

Embalaje de la caja del marco del hierro
-

Eslings de nylon liado envuelto por palet de madera de película
-

Embalaje de madera del caso
- 1r camino de No.101 Wanbo, ciudad de Nancon, distrito de Panyu, Guangzhou, Guangdong, China
- 0086-731-86452692
- sales@finegosteel.com