
 Язык
Язык- Но.101 дорога Ванбо 1-ая, городок Нанкун, район Паню, Гуанчжоу, Гуандун, Китай
- 0086-731-86452692
- sales@finegosteel.com
- Жалобы и предложения : suggest@finegosteel.com






Фланец & Штуцеры Трубы
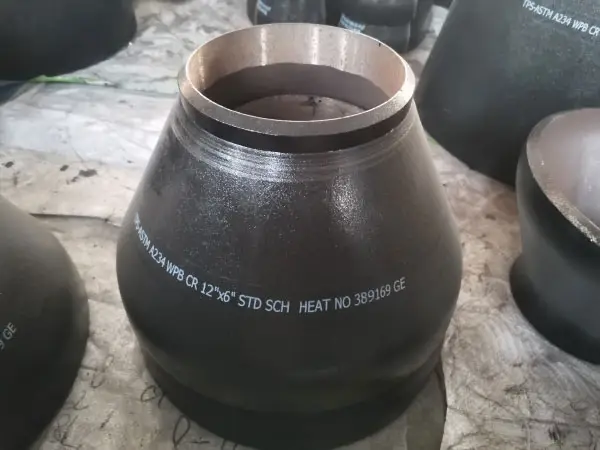
ASTM A234 трубы фитинги
ASTM A234 стандартная спецификация для нанесенных штуцеров трубы стали углерода & легированной стали которая покрывает безшовные и сваренные типы.
Фитинги ASTM A234 доступны в последней версии ASME b16.9, b16.11, mss-sp-79, mss-sp-83, mss-sp-95, mss-sp-97 и. Также широко использованный в тубопроводе давления и в изготовлении сосуда под давлением для обслуживания на умеренных и повышенных температурах. Ранги ASTM a234 wpb, wpc, wp5, wp9, wp91, wp11, wp12 и wp22.


Стандарты
Спецификация
Что такое значение WPB?
W = свариваемый/кованый
P = относительно P Номер материала сплава
B = См. минимальный выход материала.
Фитинги для стыковой сварки A234 WPB включают колено, колено, тройник, переходник, торцевую заглушку, крестовину, заглушку с нахлесточным соединением и ниппель.
Химические свойства:
|
Оценка |
С |
Си |
Мин. |
п |
С |
Кр |
Ни |
Мо |
|
ASTM A234 WPB |
0,3 |
0,1 мин |
0,29-1,06 |
0,05 |
0,058 |
0,4 |
0,4 |
0,15 |
|
ASTM A234 ДПК |
0,35 |
0,1 мин |
0,29-1,06 |
0,05 |
0,058 |
0,4 |
0,4 |
0,15 |
|
ASTM A234 WP5 CL1 |
0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,03 |
4-6 |
|
0,44-0,65 |
|
ASTM A234 WP5 CL3 |
0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,03 |
4-6 |
|
0,44-0,65 |
|
ASTM A234 WP9 CL1 |
0,15 |
1 |
0,3-0,6 |
0,03 |
0,03 |
8-10 |
|
0,9-1,1 |
|
ASTM A234 WP9 CL3 |
0,15 |
1 |
0,3-0,6 |
0,03 |
0,03 |
8-10 |
|
0,9-1,1 |
|
АСТМ А234 WP91 |
0,08-0,12 |
0,2-0,5 |
0,3-0,6 |
0,02 |
0,01 |
8-9,5 |
0,4 |
0,85-1,05 |
|
ASTM A234 WP11 CL1 |
0,05-0,15 |
0,5-1 |
0,3-0,6 |
0,03 |
0,03 |
1-1,5 |
|
0,44-0,65 |
|
ASTM A234 WP11 CL2 |
0,05-0,2 |
0,5-1 |
0,3-0,8 |
0,04 |
0,04 |
1-1,5 |
|
0,44-0,65 |
|
ASTM A234 WP11 CL3 |
0,05-0,2 |
0,5-1 |
0,3-0,8 |
0,04 |
0,04 |
1-1,5 |
|
0,44-0,65 |
|
ASTM A234 WP12 CL1 |
0,05-0,2 |
0,6 |
0,3-0,8 |
0,045 |
0,045 |
0,8-1,25 |
|
0,44-0,65 |
|
ASTM A234 WP12 CL2 |
0,05-0,2 |
0,6 |
0,3-0,8 |
0,045 |
0,045 |
0,8-1,25 |
|
0,44-0,65 |
|
ASTM A234 WP22 CL1 |
0,05-0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,04 |
1,9-2,6 |
|
0,87-1,13 |
|
ASTM A234 WP22 CL3 |
0,05-0,15 |
0,5 |
0,3-0,6 |
0,04 |
0,04 |
1,9-2,6 |
|
0,87-1,13 |
Механические свойства:
|
Оценка |
ТС (мин) |
ДС (мин) |
ЭЛ (мин) |
полупансион (макс.) |
|
ASTM A234 WPB |
415-655 (МПа) |
240 (МПа) |
22 % |
197 |
|
ASTM A234 ДПК |
485-655 (МПа) |
275 (МПа) |
22 % |
197 |
|
ASTM A234 WP5 CL1 |
415-585 (МПа) |
205 (МПа) |
22 % |
217 |
|
ASTM A234 WP5 CL3 |
520-690 (МПа) |
310 (МПа) |
22 % |
217 |
|
ASTM A234 WP9 CL1 |
415-585 (МПа) |
205 (МПа) |
22 % |
217 |
|
ASTM A234 WP9 CL3 |
520-690 (МПа) |
310 (МПа) |
22 % |
217 |
|
АСТМ А234 WP91 |
585-760 (МПа) |
415 (МПа) |
20 % |
248 |
|
ASTM A234 WP11 CL1 |
415-585 (МПа) |
205 (МПа) |
22 % |
197 |
|
ASTM A234 WP11 CL2 |
485-655 (МПа) |
275 (МПа) |
22 % |
197 |
|
ASTM A234 WP11 CL3 |
520-690 (МПа) |
310 |
22 % |
197 |
|
ASTM A234 WP12 CL1 |
415-585 (МПа) |
220 |
22 % |
197 |
|
ASTM A234 WP12 CL2 |
485-655 (МПа) |
275 |
22 % |
197 |
|
ASTM A234 WP22 CL1 |
415-585 (МПа) |
205 |
22 % |
197 |
|
ASTM A234 WP22 CL3 |
520-690 (МПа) |
310 |
22 % |
197 |
Процесс
Отопление:Сырье нагревается до температуры, которая смягчает его и делает его податливыми. Температура варьируется в зависимости от типа используемого материала. Нагрев обычно осуществляется с использованием печи или индукционного нагревательного оборудования.
Ковка:Нагретый металл затем помещается в ковочный пресс, где он сжимается и формируется с использованием штампов высокого давления и специализированных штампов. Ковочные прессы могут быть гидравлическими, механическими или пневматическими в зависимости от размера и сложности производимого продукта.
Обрезка:После процесса ковки излишки материала обрезаются, чтобы создать готовый продукт. Обрезку можно выполнять с помощью различных инструментов, включая пилы, шлифовальные машины и ножницы.
Подвергать механической обработке:При необходимости, выкованные штуцеры трубы могут пройти более дальнеише подвергать механической обработке для создания специфических форм или особенностей. Механическая обработка обычно выполняется с использованием токарных станков, мельниц или сверлильных станков.
Осмотр:Готовые фитинги проверяются, чтобы убедиться, что они соответствуют стандартам качества и спецификациям. Осмотр можно сделать используя разнообразие инструменты включая штангенциркули, микрометры, и ультразвуковое испытательное оборудование.
Упаковка
-

Упаковка коробки рамки утюга
-

Упаковка коробки рамки утюга
-

Нейлоновые стропы в комплекте, обернутые пленкой, деревянный поддон
-

Деревянная упаковка случая
- Но.101 дорога Ванбо 1-ая, городок Нанкун, район Паню, Гуанчжоу, Гуандун, Китай
- 0086-731-86452692
- sales@finegosteel.com