
 Язык
Язык- Но.101 дорога Ванбо 1-ая, городок Нанкун, район Паню, Гуанчжоу, Гуандун, Китай
- 0086-731-86452692
- sales@finegosteel.com
- Жалобы и предложения : suggest@finegosteel.com






Промышленность Новости
Как вы осваиваете сварку прямоугольной трубы для структурных проектов?
Структурный сбой часто начинается с плохого соединения. Слабые сварные швы стоят денег, задерживают проекты и разрушают репутацию, но владение правильной техникой каждый раз обеспечивает безопасность и долговечность. СваркаПрямоугольная трубкаТребует точной подготовки, в частности среза под углом 45 градусов иЧистые фаски. Используйте угол спуска для угловых сварных швов, чтобы предотвратить прогорание. Надежный зажим и прихватка на всех углах необходимы для поддержания угла 90 градусов и предотвращенияТепловое искажениеВо время процесса.

Я видел, что многие строительные проекты сталкиваются с задержками просто потому, что стальные соединения не были обработаны правильно. Плохой сварной шов выглядит плохо, но что более важно, он опасен. За годы работы в Finego Steel я узнал, что следование строгому процессу экономит время и материалы. Позвольте мне провести вас через точные шаги, которые я использую, чтобы получить идеальный результат.
Каков лучший способ подготовить металл для прочного соединения?
Грязный металл приводит к слабым пористым сварным швам. Если вы пропустите этапы очистки и резки, даже самый лучший сварочный аппарат не сможет сохранить проект. Фундамент хорошего сварного шва лежит в подготовке соединения. Вы должны разрезать трубку под точным углом 45 градусов и скосить края, чтобы обеспечить глубокое проникновение. Очистка металла для удаления ржавчины, масла и окалитки является обязательной, чтобы избежать дефектов, таких как пористость в конечном шарике.

Я не могу этого подчеркнуть: подготовка-это то, где происходит реальная работа. Когда мы обрабатываем заказы в Finego Steel, мы гарантируем, что каждый разрез чист. Чтобы вы сделали это на месте, начните с ленточной пилы. Установите его на строгий разрез под углом 45 градусов. После резки вы, вероятно, увидите заусенцы-неровные края, оставленные пилой. Вы должны использовать шлифовальный станок с жестким колесом, чтобы удалить их. Но просто удалить заусенцы будет недостаточно. Вам нужно создать скос. Это означает шлифование края разрезаемого металла для создания V-образной формы, когда две части собираются вместе. Эта V-образная канавка позволяет сварному металлу течь полностью к нижней части соединения, а не просто сидеть сверху. Если вы свариваете прямоугольную трубу с толстыми стенками, это не подлежит обсуждению. Без скоса сварной шов является поверхностным и треснет под напряжением. Наконец, вытрите все вниз. Любой жир или краска могут загрязнить сварочную бассейн.
| Шаг подготовки | Требуется инструмент | Почему это так важно |
|---|---|---|
| Торцовочная резка | Ленточная пила | Создание начального угла в 45 градусов для углового соединения. |
| Для снятия заусенцев | Угловая шлифовальная машина | Удаляет острые металлические осколки, препятствующие плотной посадке. |
| Скашивание | Точильщик/диск щитка | Увеличивает площадь поверхности для глубокого проникновения сварного шва. |
| Очистка | Проволочная щетка/ацетон | Удаляет загрязнения, вызывающие слабые пористые сварные швы. |
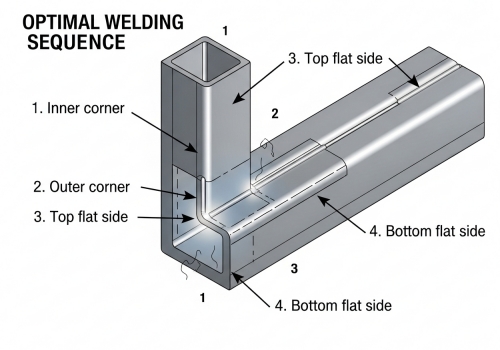
Как вы выполняете сварной шов, чтобы предотвратить коробление?
Тепло заставляет металл расширяться и терять форму. Если вы сварите в неправильном порядке, ваш идеальный угол под 90 градусов превратится во что-то непригодное для использования. Чтобы предотвратить искажение, сначала приварите все четыре угла прихваткой, сверяясь с каркасным квадратом. Сначала приварите внутренний угол скругления, а затем внешний угол, и закончите плоскими гранями. Эта конкретная последовательность уравновешивает тепловую мощность и сохраняет прямоугольные трубки прямыми и верными размерам.
Как только ваша подготовка будет сделана, пригонки-следующая задача. Положите две части на плоский стол. Я обычно оставляю небольшой зазор-около 1/16 дюйма-между частями. Этот зазор помогает сварке погрузиться глубоко. Используйте обрамление квадрата, чтобы угол был ровно 90 градусов. Теперь не стоит просто начинать сварку полной линии. Вы должны сначала «закрепить» его. Поместите небольшой точечный шов на внутренний угол, затем проверьте свой квадрат. Затем прихватите внешний угол и проверьте еще раз. Сделайте то же самое для плоских сторон. Когда вы будете готовы запустить весь шарик, гравитация-ваш друг. Для вертикальных углов я помещаю свой пистолет MIG наверху и перетаскиваю сварную лужу вниз. Это дает мне ровный, гладкий финиш. Я перемещаю пистолет по небольшой круговой схеме. Это равномерно «сшивает» две стороны сварочной прямоугольной трубы. Вот критический совет, которым я делюсь с нашими партнерами по EPC: Следите за жарой. Прямоугольные трубки имеют длинные плоские стороны, которые любят коробиться. Сначала приварив внутренний угол, вы втягиваете металл. Затем сварка внешнего угла оттягивает его назад. Это уравновешивает стресс. Если вы сварите одну сторону полностью перед другими, трубка будет изгибаться, как банан.
Какое оборудование обеспечивает наилучшие результаты для вашего проекта?
Использование недостаточной машины приводит к «холодным» сварным швам, которые не проверены. Вам нужно надежное оборудование, которое соответствует толщине материала и рабочему процессу вашей конкретной работы. Выберите сварщика в зависимости от типа материала и объема производства. Для стандартной стальной конструкции высококачественный сварочный аппарат MIG является эффективным и прочным. Если вы работаете с алюминием, вы должны использовать машину AC/DC TIG. Убедитесь, что ваш источник питания имеет высокийРабочий циклДля непрерывной работы без перегрева.
Выбор правильной машины-это не только техническое, но и бизнес-решение. Как менеджер по закупкам, вы знаете, что простои стоят денег. При сварке прямоугольной трубы для структурных опор я почти всегда рекомендую сварку MIG (GMAW). Это быстро, хорошо работает в диапазонах толщины, которые мы обычно видим в строительстве (от 3 мм до 10 мм), и операторам легче учиться. Однако, если ваш проект включает алюминиевые прямоугольные трубки для архитектурных особенностей, вы не можете использовать стандартную установку ДК МИГ. Вам понадобится сварочный аппарат AC/DC TIG. TIG медленнее, но производит гораздо более чистый, более привлекательный сварной шов, который требует меньше шлифования позже. Перед покупкой посмотрите на «Рабочий цикл» на спецификации. Если машина имеет рабочий цикл 30% при 200 ампер, она может сваривать только 3 минуты из каждых 10 минут. Для промышленного предприятия-это слишком медленно. Вам нужна машина, которая может работать дольше. В Finego Steel мы используем оборудование промышленного класса, потому что надежность является частью нашего бренда. Независимо от того, покупаете ли вы новые или подержанные, придерживайтесь авторитетных брендов. Дешевая импортная машина может сэкономить 500 долларов сегодня, но будет стоить вам тысячи, когда она сломается в середине срочного проекта.
| Особенность | Сварочный аппарат MIG (GMAW) | Сварочный аппарат TIG (GTAW) |
|---|---|---|
| Скорость | Быстрая и высокая скорость осаждения | Медленный, точный контроль |
| Уровень навыков | Проще учиться | Требуется высокое мастерство |
| Лучшее для | Конструкционная сталь, толстые стены | Алюминий, тонкие стенки, видимые стыки |
| Очистка | Умеренный (брызги) | Очень низкий (чистый шарик) |
Заключение
Чтобы получить прочное соединение, скосите края, аккуратно прихватите сварку, чтобы сохранить выравнивание, и управляйте тепловыделением. Правильная подготовка и правильное оборудование гарантируютСтруктурная целостностьКаждый раз.
- Но.101 дорога Ванбо 1-ая, городок Нанкун, район Паню, Гуанчжоу, Гуандун, Китай
- 0086-731-86452692
- sales@finegosteel.com